









タイプ II 陽極酸化処理は装飾用または軽量のアルミニウム部品に最適であり、タイプ III 陽極酸化処理は耐久性が高く、摩耗の激しい環境に最適です。以下の表は主な違いを示しています。
特徴 | タイプⅡ | タイプⅢ |
|---|---|---|
耐久性 | 適度 | 最大 |
厚さ | 5~25μm | 25~100μm |
外観 | 幅広い色のオプション | 色の選択肢が限られている |
コスト(部品あたり) | 8ドル | 15ドル |
一般的な用途 | 消費者、化粧品 | 工業用、耐摩耗性 |
適切な陽極酸化処理の選択は、用途の要件、予想される耐用年数、予算、外観によって決まります。 Welden では両方のオプションを提供し、タイプ II 陽極酸化処理がアルミニウム部品に適しているかどうかを確認する方法を説明します。
タイプ II 陽極酸化処理は装飾および軽量用途に最適で、幅広い色のオプションを提供します。
タイプ III 陽極酸化処理は最大限の耐久性と耐摩耗性を提供し、過酷な環境や産業環境に最適です。
陽極酸化処理を選択するときは、使用環境を考慮してください。タイプ II は穏やかな環境に適しており、タイプ III は過酷な環境に適しています。
タイプ II の陽極酸化処理は費用対効果が高く、タイプ III は初期費用が高くなりますが、保護がより長く持続します。
プロジェクトの美的ニーズを評価します。タイプ II では鮮やかな色が可能ですが、タイプ III では色の選択肢が限られています。
陽極酸化による厚さの変化を常に考慮してください。タイプ II は 5 ~ 25 μm を追加し、タイプ III は 25 ~ 100 μm を追加します。
Welden のような専門家に相談して、 適切な陽極酸化プロセスがプロジェクトの要件と基準に適合していることを確認してください。
アプリケーションの特定のニーズを理解することは、最適なパフォーマンスを得るために最適な陽極酸化処理のタイプを選択するのに役立ちます。
陽極酸化は、アルミニウムの表面を耐久性と耐腐食性の酸化物層に変える電気化学プロセスです。このプロセスは、通常は硫酸浴を使用する制御された環境で行われます。アルミニウム部品に電流が流れると、表面が酸素と反応して酸化アルミニウムが形成されます。この酸化層は、単なる表面のコーティングではなく、金属の不可欠な部分になります。
陽極酸化プロセスには、いくつかの重要な手順が含まれます。
アルミニウムを洗浄して汚染物質を除去します。
部品を酸性電解質バスに浸します。
電流を流して酸化を引き起こします。
表面を密閉して保護特性を固定します。
陽極酸化中の化学反応は次のように要約できます。
2Al + 3H2O → Al2O3 + 6H+ + 6e−
4Al + 6(H2SO4) → 2Al2O3 + 6(SO−3) + 3(H2)g + 6H+ + 6e−
このプロセスにより、硬度が増し、耐食性が向上し、電気絶縁性が提供されることで表面が強化されます。
メーカーは、さまざまな機能的および美的利点を実現するために、アルミニウム部品に陽極酸化処理を選択します。このプロセスは金属を保護するだけでなく、要求の厳しい環境における外観と性能も向上します。
利点 | 説明 |
|---|---|
耐食性 | 酸化層はシールドのように機能し、海洋、航空宇宙、産業環境などの厳しい条件下でも部品が耐えられるようにします。 |
耐久性 | 表面は傷がつきにくく丈夫で、通常の使用や取り扱いが必要な部品に最適です。 |
電気絶縁 | 陽極酸化層は非導電性なので、短絡を防止し、配線や電子機器付近の安全性を向上させます。 |
すっきりとした外観 | クリアまたはブラック仕上げは、顧客に面する部品に適したプロフェッショナルで洗練された外観を提供します。 |
メンテナンスの手間がかからない | 陽極酸化された部品は掃除が簡単で、時間の経過とともに磨耗したり剥離したりする可能性が低くなります。 |
強い色素保持力 | 染色すると、塗装や粉体塗装よりも色褪せに強い仕上がりになります。 |
より良い接着力 | 陽極酸化された表面により、塗料や接着剤の密着性が向上し、下流の組み立てに役立ちます。 |
再現性 | このプロセスでは、バッチ間で一貫した結果が得られます。 |
陽極酸化は、一貫した魅力的な仕上げを維持しながら、アルミニウム部品の寿命を延ばす信頼性の高い方法を提供します。
Welden は、高度な陽極酸化および仕上げサービスの信頼できるプロバイダーとして際立っています。同社は最先端のテクノロジーと熟練した職人技を使用して、幅広い業界に高品質の結果を提供しています。 Weldenの表面処理に は、アルマイト、コーティング、メッキ、研磨が含まれます。これらのプロセスは、アルミニウム部品を腐食や摩耗から保護すると同時に、外観も向上させます。
Welden の専門知識は、初期製造から最終仕上げまで、生産のあらゆる段階をカバーしています。チームは、各部品が厳格な品質基準と顧客の要件を満たしていることを確認します。 Welden の陽極酸化サービスは装飾と機能の両方のニーズをサポートし、消費者製品、産業機器、特殊用途に適しています。
Welden のイノベーションと品質管理への取り組みにより、すべての陽極酸化アルミニウム部品が意図された環境で確実に機能することが保証されます。
タイプ II 陽極酸化処理は、アルミニウムの表面を強化するために広く使用されている方法です。このプロセスは、アルミニウム部品を徹底的に洗浄して汚染物質を除去することから始まります。次に、部品を硫酸電解質浴に浸漬します。電流が浴を通過すると、アルミニウムの表面が酸化され、制御された均一な酸化層が形成されます。この層は金属の不可欠な部分となり、多用途で耐久性のある仕上げを実現します。
業界標準では、タイプ ii 陽極酸化処理では通常、0.0001 インチから 0.001 インチの範囲のコーティング厚さを生成することが指定されています。この薄い層は、特に厳しい公差が重要な場合に、さまざまな用途に柔軟性をもたらします。以下の表は、タイプ ii 陽極酸化とタイプ iii の厚さと耐久性を比較しています。
アルマイトタイプ | 一般的な厚さ | 耐久性 |
|---|---|---|
タイプⅡ | 0.0001”~0.001” | より薄く、多用途に使える |
タイプⅢ | 0.0005”~0.003” | 厚みがあり、過酷な条件に適しています |
Welden の高度な陽極酸化ラインは 、プロセスの正確な制御を保証し、アルミニウム部品に一貫した品質と信頼性の高い腐食保護をもたらします。
タイプ II 陽極酸化処理は、性能、外観、費用対効果のバランスを実現することで、幅広い業界に利益をもたらします。このプロセスは適度な耐食性を備えているため、湿気や化学物質への曝露が懸念される環境に適しています。酸化層は耐傷性も向上し、部品の外観を長期間にわたって維持するのに役立ちます。
タイプ II 陽極酸化処理の際立った特徴の 1 つは、その幅広い色のオプションです。酸化層の多孔質な性質により染料が深く浸透し、鮮やかで長持ちする仕上がりが得られます。以下の表は、一般的な色の選択と、それが美観や用途に与える影響を示しています。
色 | 美的影響 | アプリケーション |
|---|---|---|
クリア/シルバー | 自然なアルミニウムの外観を維持し、耐久性と耐食性を向上させます。 | 建築、エレクトロニクス、自動車部品 |
黒 | 洗練された外観、優れた耐紫外線性と腐食保護を提供します。 | 建築要素、家電製品 |
青 | パステルカラーから鮮やかなデザインまで幅広く取り揃えております | 航空宇宙、医療産業、家庭用電化製品 |
Red | 大胆で人目を引く、インパクトのあるビジュアルに最適 | 自動車部品、医療機器、ファッションアクセサリー |
緑 | ナチュラルで爽やか、持続可能性を想起させる | 建築要素、環境配慮型製品 |
金 | 高級感のある仕上がりで装飾品としても人気 | ジュエリー、装飾金具、ハイエンド製品 |
カスタムカラー | ユニークなデザインとブランディングの機会を可能にします | 企業ニーズに合わせた多彩なアプリケーション |
Welden の装飾的および機能的陽極酸化の専門知識により、すべての部品が、視覚的な魅力や耐久性の向上など、その用途に合わせた仕上げを受けることが保証されます。
タイプ II 陽極酸化処理は、多くの消費者製品や商業製品に好まれる選択肢です。その多用途性により、外観、適度な防食性、コストが重要な考慮事項となる用途に最適です。一般的な用途には次のようなものがあります。
家電製品のハウジングとベゼル
自動車トリムおよび内装部品
建築金物および備品
医療機器の筐体
スポーツ用品・アウトドア用品
メーカーは、アルミニウム部品に信頼性の高い耐食性、幅広い色のオプション、コスト効率の高いソリューションが必要な場合に、タイプ II 陽極酸化処理を選択します。 Welden の包括的な仕上げサービスは、大量生産とカスタム プロジェクトの両方をサポートし、各コンポーネントが厳格な品質と性能基準を満たしていることを保証します。
ハードコート陽極酸化としても知られるタイプ iii 陽極酸化は、標準の陽極酸化と比較して、アルミニウム表面にはるかに厚く高密度の酸化物層を生成します。このプロセスは、アルミニウム部品を徹底的に洗浄することから始まります。次に、部品を冷却した硫酸浴に浸します。オペレータは、タイプ II 陽極酸化処理よりも高い電流を流し、低い温度を維持します。この組み合わせにより、ベースメタルと一体化した硬質で耐摩耗性の層が形成されます。
得られる層の厚さは通常 25 ~ 150 マイクロメートル (μm) です。この厚さの増加は、最大限の耐久性が要求される用途にとって非常に重要です。ハードコート層は HV 400 ~ 500+ の範囲の硬度値を達成し、これにより摩耗や機械的ストレスに耐える表面の能力が大幅に向上します。層の緻密な構造により、優れた電気絶縁性と耐食性も提供されます。
タイプ iii 陽極酸化処理は、極端な条件下でコンポーネントが確実に動作することを必要とする業界にメリットをもたらします。このプロセスは優れた耐摩耗性を実現し、頻繁に移動したり他の表面と接触したりする部品に最適です。厚い酸化層により摩擦による摩耗が軽減され、アルミニウム部品の寿命が延びます。
タイプ iii 陽極酸化の主な利点は次のとおりです。
ハードコート層の高硬度により耐摩耗性に優れています。
過酷な環境でも腐食保護が強化されています。
熱安定性が向上し、部品が高温でも動作できるようになります。
大規模な本番稼働全体で一貫したパフォーマンスを実現します。
Welden の高度な仕上げ機能 により、すべてのタイプ iii 陽極酸化プロジェクトが厳格な品質基準を満たしていることが保証されます。ハードコート陽極酸化における同社の専門知識により、層の厚さと均一性を正確に制御できるため、要求の厳しい用途向けに高性能の仕上げが得られます。
タイプ iii 陽極酸化処理は、過酷な環境または摩耗の激しい環境で使用されるアルミニウム部品に推奨される選択肢です。業界では、重要なコンポーネントを保護し、長期間にわたってパフォーマンスを維持するためにこのプロセスに依存しています。一般的なアプリケーションには次のようなものがあります。
航空宇宙: 航空機の着陸装置およびエンジン部品には、タイプ iii 陽極酸化処理による耐久性と耐食性が必要です。
海洋: 塩水にさらされるハードウェアは、厚い保護層の恩恵を受けます。
化学処理: 工業用化学薬品にさらされるハウジングとブラケットには、長期保護のためにタイプ iii 陽極酸化処理が使用されています。
高温動作: 200°F 以上で機能するコンポーネントは、ハードコート層の熱安定性に依存します。
タイプ iii 陽極酸化処理の多用途性は、軍事、自動車、重機の分野にまで及びます。 Welden は、これらの業界のニーズを満たす高性能仕上げを提供し、各部品が意図された用途に最適な層の厚さと硬度を確実に受けられるようにします。
最大限の耐久性、優れた耐摩耗性、長期にわたる保護を必要とするプロジェクトでは、タイプ iii 陽極酸化処理が業界標準として際立っています。
耐久性と耐摩耗性は、アルミニウム部品の陽極酸化処理を選択する際の重要な要素です。タイプ II 陽極酸化処理は中程度の保護を提供するため、軽度から中程度の摩耗に直面するコンポーネントに適しています。このプロセス中に形成される保護層は信頼性の高い耐食性を提供し、部品の外観を長期間維持するのに役立ちます。ただし、摩耗や繰り返しの接触が一般的な環境では、タイプ iii 陽極酸化処理が目立ちます。
タイプ iii 陽極酸化処理は、ハードコート陽極酸化処理と呼ばれることが多く、より厚く高密度の保護層を作成します。これにより、優れた耐摩耗性が得られ、部品が過酷な機械的ストレスや頻繁な使用に耐えられるようになります。ハードコート層は傷を防ぐだけでなく、要求の厳しい用途におけるアルミニウム部品の寿命を延ばします。
次の表は、ASTM 規格に基づく耐久性評価をまとめたものです。
パフォーマンス指標 | タイプ II (従来のアルマイト) | タイプ III (ハードコートアルマイト) |
|---|---|---|
コーティングの厚さ | 0.0002インチ – 0.001インチ (5 – 25μm) | 0.001インチ – 0.004インチ (25 – 100μm) |
表面硬度 | 30 – 45 HRC (200 – 400 HV) | 60 – 70 HRC (600 – 700 HV) |
耐摩耗性 | 適度 | 素晴らしい |
耐食性 | 336時間以上 | 1000 ~ 2000 時間以上 |
タイプ iii 陽極酸化処理は、産業機械、航空宇宙部品、船舶用ハードウェアなど、摩耗の激しい環境にさらされる部品に最適です。タイプ ii 陽極酸化処理は、装飾部品や使用頻度の低い部品に対して依然として費用対効果の高いソリューションです。
これらのコーティングの平均寿命は、その耐久性も反映しています。
コーティングの種類 | 平均寿命 | 注意事項 |
|---|---|---|
タイプ II アルマイト処理 | 10~15年 | 特に摩耗の激しい設定では寿命が短くなります |
タイプ III 陽極酸化処理 | 15~20年以上 | より長い寿命、厳しい条件下での耐久性が向上 |
タイプ II 陽極酸化処理は、通常、屋外環境で 10 ~ 15 年間持続します。
タイプ iii 陽極酸化処理は、メンテナンスと暴露状況に応じて 15 ~ 20 年以上持続します。
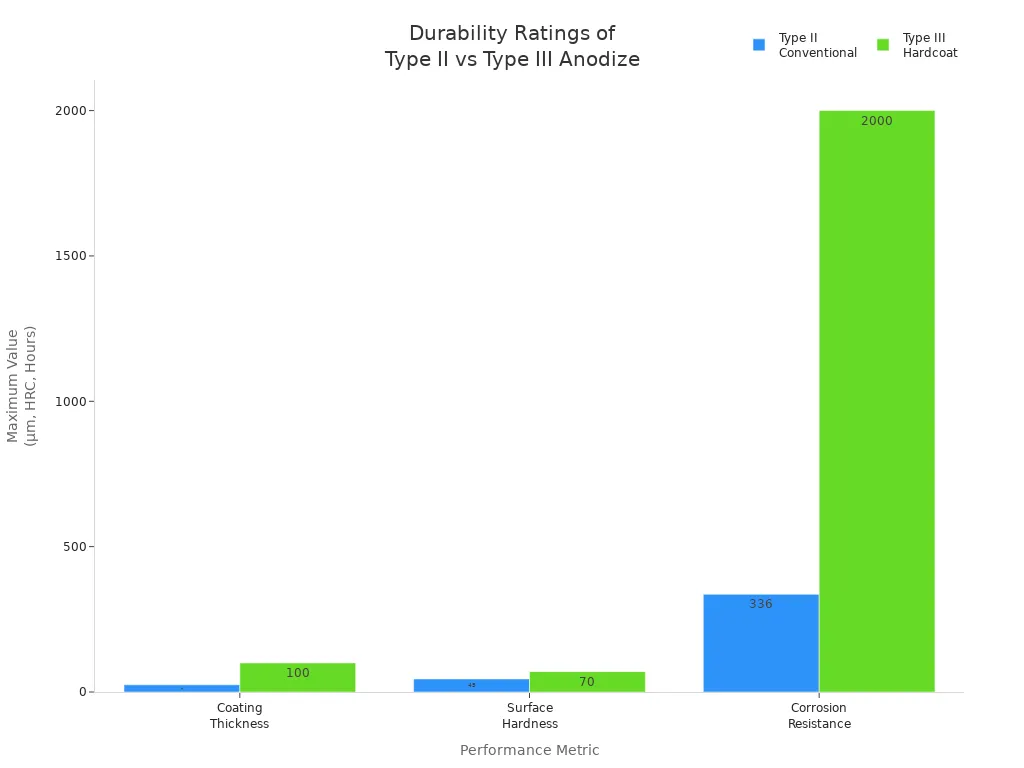
陽極酸化層の厚さと硬度は、アルミニウム部品の性能に直接的な役割を果たします。タイプ ii 陽極酸化では、通常 5 ~ 25 マイクロメートルの薄い保護層が生成されます。これは、厳しい公差が重要な多くの消費者向け製品や用途には十分です。タイプ II 陽極酸化処理で達成される表面硬度は 200 ~ 400 HV (ビッカース) の範囲であり、未処理のアルミニウムよりも大幅に高くなります。
対照的に、タイプ iii 陽極酸化では、通常 25 ~ 100 マイクロメートルの非常に厚い層が形成されます。このハードコートプロセスにより、表面硬度値は 600 ~ 700 HV となり、ステンレス鋼の硬度に匹敵するかそれを超えます。増加した厚さと硬度により、優れた耐摩耗性と機械的損傷に対する保護が提供されます。
次のグラフは、両方の陽極酸化タイプのコーティングの厚さ、表面硬度、耐食性を視覚的に比較しています。
一般的な材料の硬度値の比較:
材料 | 硬さ(ビッカース) |
|---|---|
未処理アルミニウム合金 6082 | HV100~120 |
硬質アルマイト合金 | HV400~460 |
ステンレス鋼 | HV300~350 |
軟鋼 | HV200~220 |
タイプ iii 陽極酸化によるハードコート層は、標準的な陽極酸化プロセスでは比類のないレベルの耐摩耗性と表面保護を実現します。
外観と色の柔軟性は、多くの業界にとって重要な考慮事項です。タイプ II 陽極酸化処理では、クリア、ブラック、ブルー、レッド、グリーン、ゴールド、カスタム シェードなど、幅広い色のオプションが提供されます。保護層の多孔質の性質により、染料が深く浸透し、鮮やかで長持ちする仕上がりが得られます。このため、タイプ II 陽極酸化処理は、美観が重要な消費者向け製品、エレクトロニクス、建築要素に最適です。
タイプ iii 陽極酸化処理は耐摩耗性に優れていますが、色の選択肢が限られています。緻密で厚い保護層により染料の吸収が制限されるため、タイプ iii 陽極酸化処理で仕上げられたほとんどの部品は、グレー、ダークブロンズ、または黒の色合いで表示されます。これらの仕上げは機能性が高く、優れた耐食性を提供しますが、タイプ II 陽極酸化と同じレベルの視覚的なカスタマイズは提供されません。
タイプ II 陽極酸化処理は、装飾的な魅力と適度な保護の両方を必要とするプロジェクトに最適です。
タイプ iii 陽極酸化処理は、色のオプションが限られている場合でも、最大の耐久性と耐摩耗性が最優先される場合に選択されます。
Welden の専門知識により、各 陽極酸化プロセスが お客様の用途に適切な外観、性能、保護のバランスを提供することが保証されます。
アルミニウム部品に適切な陽極酸化処理を選択する際には、コストが重要な役割を果たします。タイプ II の陽極酸化処理は、一般にタイプ III よりも手頃な価格です。タイプ II のプロセスは、必要なエネルギーが少なく、より高い温度で動作し、より低い電流密度を使用します。これらの要因により運用コストが削減され、タイプ II は多くのアプリケーションにとってコスト効率の高い選択肢となります。
ハードコート陽極酸化としても知られるタイプ III 陽極酸化には、より集中的なプロセスが含まれます。より低いバス温度とより高い電流密度が必要です。このような状況ではエネルギー消費が増加し、処理時間が長くなります。タイプ III によって生成される酸化物層はより厚く、より緻密であるため、より正確な制御と特殊な装置も必要になります。その結果、部品あたりのコストが高くなります。
次の表は、一般的なコストの違いをまとめたものです。
アルマイトタイプ | 部品あたりの平均コスト | 主なコスト要因 |
|---|---|---|
タイプⅡ | 8ドル | エネルギーの削減、処理の高速化 |
タイプⅢ | 15ドル | より高いエネルギー、より長い処理時間 |
ヒント: プロジェクトの予算を立てるときは、特に腐食リスクが高い環境では、初期コストだけでなく、メンテナンスの削減と部品の寿命の延長による潜在的な節約も考慮してください。
外観と適度な保護が優先される大量生産の場合、タイプ II 陽極酸化処理は優れた価値を提供します。厳しい磨耗や攻撃的な環境にさらされる重要なコンポーネントの場合、タイプ III の高い初期費用は、その優れた耐久性と耐食性によって正当化されます。
タイプ II とタイプ III の陽極酸化処理のどちらを選択するかは、アプリケーションの特定の要件によって異なります。各プロセスには、さまざまなパフォーマンス ニーズに合わせた独自の利点があります。
タイプ II 陽極酸化は以下の場合に最適です。
外観と色の多様性が重要な消費者向け製品。
屋内または穏やかな屋外環境で適度な腐食保護が必要な部品。
寸法公差が厳しい部品。
コスト管理が主な関心事となるアプリケーション。
タイプ III 陽極酸化処理は以下の用途に最適です。
激しい摩耗にさらされる産業用機械および装置。
過酷な環境に直面し、最大限の耐食性が必要とされる航空宇宙および海洋部品。
頻繁な洗浄、摩耗、または化学薬品への曝露に耐える必要がある部品。
耐用年数の延長と最小限のメンテナンスが重要な用途。
次のチェックリストは、決定のガイドとして役立ちます。
動作環境を評価します。 部品は激しい摩耗、磨耗、または攻撃的な化学薬品にさらされますか?
外観の重要性を判断する: 幅広い色や装飾的な仕上げが必要か?
予算の制約を評価する: 初期コストと長期耐久性のどちらが重要ですか?
寸法要件を考慮します。 陽極酸化処理後、部品は厳しい公差を維持する必要がありますか?
注: Welden のチームは、プロジェクトのニーズに適切な陽極酸化プロセスを適合させるための専門家によるガイダンスを提供し、最適なパフォーマンスと腐食に対する保護を保証します。
これらの要素を慎重に評価することで、エンジニアとバイヤーは、コスト、性能、寿命のバランスをとりながら、アルミニウム部品に最適な陽極酸化処理のタイプを選択できます。
アルミニウム部品に適切な表面処理を選択することは、最適な性能と寿命を保証するための重要なステップです。タイプ II 陽極酸化処理がアルミニウム部品に適しているかどうかを知るにはどうすればよいですか?いくつかの要素を慎重に評価する必要があります。このセクションでは、主要な考慮事項を検討し、タイプ ii がタイプ iii よりも好ましいシナリオを比較し、タイプ ii 陽極酸化処理の主な制限の概要を説明することで、意思決定プロセスをナビゲートするのに役立ちます。
タイプ II 陽極酸化処理がアルミニウム部品に適しているかどうかを判断する方法を決定するときは、特定の環境、予想される摩耗、望ましい美観、および予算の制約を評価することが重要です。これらの各要素は、最終的な決定において重要な役割を果たします。
動作環境: タイプ ii 陽極酸化処理は、屋内または穏やかな屋外環境で良好に機能します。腐食に対して適度な保護を提供するため、攻撃的な化学薬品や絶え間ない摩耗にさらされない部品に適しています。
摩耗と使用: 部品が軽度から中程度の取り扱いを受ける場合、タイプ ii 陽極酸化処理により十分な耐久性が得られます。摩耗の激しい用途や耐久性の高い用途には適していません。
美的要件: タイプ ii 陽極酸化処理は、幅広い鮮やかな色と仕上げをサポートします。そのため、外観が優先される消費者製品、電子機器、建築要素に最適です。
コストの考慮事項: 予算要件が厳しいプロジェクトでは、タイプ II 陽極酸化処理の費用対効果の恩恵を受けることがよくあります。このプロセスはハードコート オプションよりもエネルギー消費が少なく、高速です。
環境への責任も重要な側面です。以下の表は、タイプ II 陽極酸化処理がアルミニウム部品に適しているかどうかを判断する方法を評価する際に考慮すべき重要な環境要因をまとめたものです。
環境要因 | 説明 |
|---|---|
有害化学物質の管理 | 硫酸やクロム酸などの化学物質を適切に管理することは、有害廃棄物を防ぐために非常に重要です。 |
エネルギー消費量 | 陽極酸化にはかなりの電力が必要です。再生可能エネルギーを使用すると、二酸化炭素排出量を削減できます。 |
陽極酸化プロセスの持続可能性 | 陽極酸化層は無毒で耐久性が向上し、材料の無駄の削減に貢献します。 |
Welden のチームは、これらの要因を評価し、 用途に 最適な陽極酸化ソリューションを選択するのに役立つ専門家によるコンサルティングを提供します。
タイプ II 陽極酸化処理がアルミニウム部品に適しているかどうかを確認する方法を理解していますか?タイプ ii の利点とタイプ iii の利点を比較することが含まれます。次のシナリオでは、タイプ ii が推奨されます。
審美的な柔軟性: 部品に特定の色や装飾仕上げが必要な場合、タイプ II 陽極酸化処理が優れた結果をもたらします。このプロセスにより、染料が深く浸透し、幅広い色パレットが得られます。
厳しい公差: 正確な寸法を維持する必要があるコンポーネントの場合、タイプ ii の薄い酸化層により寸法変化が最小限に抑えられます。
中程度の使用条件: 部品が極度の摩耗、大きな機械的ストレス、または強力な化学物質にさらされない場合、タイプ ii は適切な保護を提供します。
コスト効率: 生産量が多いプロジェクトや予算が限られているプロジェクトは、タイプ II 陽極酸化処理の低い処理コストの恩恵を受けます。
タイプ II 陽極酸化処理がアルミニウム部品に適しているかどうかを判断する方法を評価するときは、次のチェックリストを考慮してください。
この部品は管理された環境または屋内環境で使用されます。
外観と色のカスタマイズは重要です。
この用途には、激しい摩耗や激しい露出は含まれません。
予算の制約により、より経済的なプロセスが優先されます。
Welden のスペシャリストは、これらの考慮事項をガイドして、部品が意図された用途に最適な仕上げを受けることを保証します。
タイプ II 陽極酸化には多くの利点がありますが、タイプ II 陽極酸化がアルミニウム部品に適しているかどうかを判断する方法を決定する際には、その限界を認識することが不可欠です。このプロセスは、あらゆる用途、特に最大限の耐久性が必要とされる用途に適しているわけではありません。
タイプ II 陽極酸化処理は、摩耗の激しい用途には適していません。
MIL-PRF-8625F ではタイプ ii の摩耗指数要件が指定されておらず、測定可能な耐摩耗性が欠如していることを示しています。
タイプ II コーティングは多孔質であるため、摩耗損傷や環境劣化を受けやすくなります。
タイプ ii は屋内用途に十分な耐久性を提供しますが、耐摩耗性の点ではタイプ iii や粉体塗装に比べて性能が劣ります。
タイプ ii は多孔質であるため、高い耐食性や耐摩耗性が必要な用途には理想的ではない可能性があります。
頻繁な摩耗、強力な化学薬品、または屋外での暴露に耐えなければならない部品の場合、タイプ iii 陽極酸化処理または代替コーティングは、より優れた長期保護を提供する可能性があります。
Welden のコンサルティング サービスは、これらの制限を回避し、プロジェクトに最適な陽極酸化プロセスを選択するのに役立ちます。彼らの専門知識により、各部品が保護、外観、費用対効果の適切なバランスを確保できるようになります。
アルミニウム部品に適切な選択により、長期的なパフォーマンス、コスト効率、および業界標準への準拠が保証されます。 最適な 陽極酸化処理を選択するには、使用環境と各部品に課せられる機械的要求の両方を明確に理解する必要があります。
動作環境と機械要件は、選択プロセスにおいて決定的な役割を果たします。次の要素を考慮してください。
タイプ II 陽極酸化処理は、色の多様性と視覚的な魅力を優先するプロジェクトに適しています。中程度の摩耗や非攻撃的な環境にさらされる部品に適しています。
タイプ III 陽極酸化処理は、硬質陽極酸化処理とも呼ばれ、より厚く、より堅牢な酸化物層を作成します。そのため、特に航空宇宙、軍事、重機などの過酷な環境において、強力な保護を必要とする用途に最適です。
産業用途や軍事用途では、これらの部品は頻繁な摩耗や機械的ストレスに耐える必要があるため、タイプ III 陽極酸化処理による耐久性の向上が必要となることがよくあります。
ヒント: 陽極酸化プロセスを完了する前に、化学物質、極端な温度、機械的負荷への予想される暴露を必ず評価してください。
予算の制約と求められる美観は、タイプ II とタイプ III のどちらの陽極酸化処理を選択するかに大きく影響します。主な考慮事項は次のとおりです。
タイプ II 陽極酸化処理は一般的により手頃な価格であるため、大規模な生産工程やコスト管理が重要な場合に推奨されるオプションです。
カスタムカラーは、特に小規模なバッチの場合、コストが高くなる可能性があります。標準色は、より経済的なソリューションを提供します。
注文数量は価格に影響します。通常、ボリュームが大きくなると 1 個あたりのコストが削減され、大量プロジェクトの費用対効果が高まります。
外観とブランド化が重要な場合、タイプ II 陽極酸化処理は、より幅広い色のオプションを提供します。耐久性が美しさを上回るプロジェクトの場合は、依然としてタイプ III がより良い選択肢です。
業界標準を満たすことは、特に航空宇宙や医療機器などの分野にとって非常に重要です。次の表は、主要な要件の概要を示しています。
標準タイプ | 説明 |
|---|---|
タイプ II 陽極酸化処理 | 耐腐食性と耐傷性が向上し、染色が可能になります。 |
タイプ III 陽極酸化処理 | 高密度で耐久性のあるコーティングを提供し、耐傷性と耐摩耗性を最大限に高めます。 |
滅菌耐性 | 完全性を損なうことなく 50 ~ 100 サイクルの滅菌に耐える必要がある |
耐食性の向上と強度の向上は、コンプライアンスに不可欠です。
医療および食品グレードの用途では、効果的な滅菌が必要です。
複雑なプロジェクトやハイスペックなプロジェクトの場合は、Welden の専門家に相談することで、陽極酸化プロセスがすべての技術要件と規制要件を確実に満たすことが保証されます。 Welden のチームは、パフォーマンス、コスト、コンプライアンスのバランスを調整し、業界に合わせたソリューションを提供するのを支援します。

タイプ II 陽極酸化処理は、外観と適度な耐久性の両方が重要となる消費者製品に広く使用されています。メーカーは、クリーンで魅力的な仕上げと幅広い色のオプションを必要とするアイテムにこのプロセスを選択することがよくあります。スマートフォン ケース、ラップトップ ハウジング、オーディオ機器などの多くの電子機器は、タイプ II 陽極酸化表面を備えています。この仕上げは、見た目の魅力を高めるだけでなく、傷や指紋からの保護層も提供します。
キッチン用品、調理器具、照明器具などの家庭用品は、タイプ II 陽極酸化処理の恩恵を受けます。このプロセスにより、鮮やかな色と滑らかな表面が可能になり、これらの部品が消費者にとってより魅力的なものになります。自転車の部品やゴルフクラブなどのスポーツ用品も、美観と日常の摩耗への耐久性のバランスを図るためにこの方法を使用しています。企業は、アルミニウム機械加工部品の大量生産におけるタイプ II 陽極酸化処理の再現性と費用対効果を高く評価しています。
タイプ III 陽極酸化処理は、ハードコート陽極酸化処理とも呼ばれ、最大限の耐久性と保護を必要とする産業に役立ちます。このプロセスにより、過酷な環境や頻繁な使用に耐える、厚く緻密な酸化層が形成されます。多くの分野では、重要なコンポーネントにタイプ III 陽極酸化処理が使用されています。
航空宇宙: 航空機の着陸装置と油圧システムには、耐久性と耐食性の強化が必要です。
自動車: エンジン部品とトランスミッション システムは、性能と寿命の向上によって恩恵を受けます。
軍事: 武器、弾薬、戦術装備は、極端な条件や頻繁な取り扱いに耐える必要があります。
海洋: ボートの部品と設備は塩水腐食から保護する必要があります。
産業用: 重機や工具は厳しい環境で動作し、堅牢な仕上げが必要です。
これらのアプリケーションは、厳しい動作条件に直面する部品に対して適切な陽極酸化プロセスを選択することの重要性を示しています。
Welden は、 さまざまな業界に陽極酸化ソリューションを提供した豊富な経験を持っています 。同社は最近、精密医療機器のメーカーと提携しました。クライアントは、繰り返しの滅菌サイクルに耐えられる耐久性があり、掃除が簡単な表面を備えた機械加工されたアルミニウム部品を必要としていました。 Welden は、これらのコンポーネントにタイプ III 陽極酸化処理を推奨しました。その結果、厳しい衛生基準を満たし、摩耗や腐食に対する長期的な耐性を備えた仕上げが実現しました。
別のプロジェクトでは、Welden は家電製品に陽極酸化処理を施したハウジングを提供しました。クライアントは外観とブランディングを優先したため、Welden はタイプ II 陽極酸化処理を使用して、すべての部品にわたって鮮やかで均一な色を実現しました。このプロセスにより、一貫した品質と高級な外観が保証され、クライアントが競争市場で目立つように支援されました。
Welden は陽極酸化ソリューションを特定の要件に合わせて調整できるため、病院、工場、消費者の家庭など、どの場所でも各部品が確実に機能することが保証されます。
アルミニウム部品に適切な陽極酸化プロセスを選択するには、慎重な計画と細部への注意が必要です。多くの組織は、仕様、設計、または製造中によくある間違いによって挫折に遭遇します。これらの落とし穴を理解することは、最適なパフォーマンスとコスト効率を確保するのに役立ちます。
1. 申請要件の見落とし
多くのエンジニアは、コストや外観のみに基づいて陽極酸化タイプを選択します。この方法では、早期の摩耗や腐食が発生する可能性があります。陽極酸化処理のタイプは、部品の動作環境と機械的要求に常に一致させてください。たとえば、激しい摩耗や化学物質にさらされる部品にタイプ II 陽極酸化処理を使用すると、多くの場合、急速な表面劣化が発生します。
2. 公差の変更を無視する
陽極酸化によりアルミニウムの表面に厚みが加わります。この寸法変化を考慮しないと、アセンブリの問題や部品の不良が発生する可能性があります。陽極酸化層を考慮して重要な公差を指定します。コストのかかるやり直しを避けるために、設計段階の早い段階で陽極酸化処理プロバイダーに相談してください。
3. 不十分な表面処理
オイル、グリース、酸化物残留物などの表面汚染物質は、陽極酸化仕上げの品質を損なう可能性があります。準備が不十分だと、コーティングが不均一になり、耐食性が低下し、色が不均一になります。陽極酸化処理の前に、すべての部品が徹底的な洗浄と検査を受けていることを確認してください。
4. 色の制限についての誤解
タイプ III 陽極酸化処理は、緻密な酸化物層のため、色の選択肢が限られています。 Type III で鮮やかな色やカスタム カラーを実現しようとすると、多くの場合、落ち着いた色や一貫性のない仕上がりになります。色が重要なプロジェクトの場合は、タイプ II 陽極酸化処理を選択し、色の要件を明確に伝えます。
5. 陽極酸化後のシーリングを無視する
密閉されていない陽極酸化層は多孔質のままで、汚れや化学的攻撃に対して脆弱です。用途が接着または導電性のために非シール面を必要とする場合を除き、タイプ II およびタイプ III の両方の陽極酸化に対して必ずシールを指定してください。
ヒント: 陽極酸化処理パートナーとの早期の協力により、ほとんどの仕様エラーを防ぐことができます。 Welden のチームは、お客様の部品が機能的および美的要件をすべて満たしていることを確認するために、プロセスの選択、公差、仕上げオプションに関するガイダンスを提供します。
要約表: 主な間違いと解決策
間違い | インパクト | 解決 |
|---|---|---|
間違った陽極酸化処理タイプ | 早期故障 | プロセスをアプリケーションに合わせる |
厚さ/公差を無視 | 組み立ての問題 | 陽極酸化後の公差を指定する |
表面処理が不十分 | 仕上げ不良 | 徹底的な清掃を徹底する |
非現実的な色の期待 | 満足できない外観 | 正しい陽極酸化処理の種類を選択してください |
シールを省略する | 耐久性の低下 | 必ずシーリングを指定してください |
これらの間違いを避けることで、信頼性の高い高品質の陽極酸化部品を得ることができます。 Welden の専門知識により、あらゆるプロジェクトがベスト プラクティスと業界をリードするサポートから恩恵を受けることが保証されます。
プロジェクトに適切な陽極酸化プロセスを選択することは複雑に感じるかもしれませんが、構造化されたアプローチにより決定が簡素化されます。次のチェックリストを使用して要件を評価し、アルミニウム部品に最適なプロセスに適合させます。
決定点 | 考慮すべきこと |
|---|---|
一次故障モード | 主なリスクは腐食、摩耗、疲労、または化学物質への曝露ですか? |
サービス環境 | この部品は屋内、屋外、または無菌環境で動作しますか? |
寸法許容差 | 設計には厳しい公差が必要ですか?タイプ III は厚みが増すため、調整が必要な場合があります。 |
電気伝導率 | アプリケーションには接地または電気的接触が必要ですか?特殊な加工が必要な場合があります。 |
部品のパフォーマンスに対する主な脅威を特定します。腐食と摩耗には、さまざまなレベルの保護が必要です。
環境を評価します。屋外や過酷な環境では、多くの場合、タイプ III の耐久性を強化する必要があります。
寸法のニーズを確認してください。タイプ II は公差が厳しい場合に適していますが、タイプ III では設計の変更が必要になる場合があります。
電気要件を考慮してください。一部の用途では導電性表面が必要であり、これが陽極酸化処理の選択に影響を与える可能性があります。
ヒント: これらの要素を明確に理解することで、より信頼性が高く、コスト効率の高い結果が得られます。
特定のプロジェクトでは、チェックリスト以上のものが必要です。陽極酸化の専門家に相談することで、アルミニウム部品が意図された用途に最適な仕上げを受けることが保証されます。 Welden のチームは、設計から最終検査に至るまで、あらゆる段階で指導を提供します。
要素 | なぜそれが重要なのか |
|---|---|
望ましい特性 | 最大の耐食性、硬度の向上、またはその他の特定の特性が必要。 |
使用目的と業界標準 | 航空宇宙や医療など、厳しい規制要件または業界要件のあるアプリケーション。 |
デザインと幾何学 | 複雑な形状や大きな部品の場合は、均一なコーティングを得るために特別な処理が必要な場合があります。 |
環境と規制への懸念 | 持続可能性の目標や特定の化学物質に対する制限は、プロセスの選択に影響を与える可能性があります。 |
予算 | 高性能コーティングはコストを増加させる可能性があります。専門家のアドバイスにより、パフォーマンスと価格のバランスをとることができます。 |
プロジェクトに独自の環境、複雑な形状、または厳格なコンプライアンス ニーズが含まれる場合は、専門家にご相談ください。
早期に相談することで、コストのかかるミスを防ぎ、部品がすべての技術基準と規制基準を確実に満たすことができます。
Welden のスペシャリストが、陽極酸化プロセスのナビゲートをお手伝いいたします。彼らの専門知識は、アプリケーションの耐久性、外観、コストの適切なバランスを達成することをサポートします。
このガイドに従い、必要に応じて専門家の意見を求めることで、アルミニウム部品に最適な陽極酸化ソリューションを自信を持って選択できます。
タイプ II とタイプ III のどちらの陽極酸化処理を選択するかは、いくつかの重要な要素によって決まります。以下の表は、主な考慮事項を示しています。
要素 | タイプ II 陽極酸化処理 | タイプ III 陽極酸化処理 |
|---|---|---|
応用 | 負荷が低く、過酷ではない設定 | 極端な条件、高い摩耗 |
美学 | 鮮やかな色、装飾的 | 限定カラー、ナチュラルな仕上がり |
予算 | 費用対効果の高い | 高コストで堅牢な保護 |
生産スケジュール | 処理の高速化 | 処理に時間がかかる |
適切な陽極酸化プロセスを選択することで、部品が性能と外観の目標を確実に満たすことができます。複雑なプロジェクトの場合は、 Welden などの専門家に相談し 、提供されるチェックリストを使用して決定を行ってください。
タイプ II 陽極酸化処理は、より薄い装飾酸化物層を作成します。タイプ III はハードコート陽極酸化処理とも呼ばれ、より厚く硬い表面を生成します。タイプ III は優れた耐摩耗性と耐腐食性を備え、要求の厳しい産業用途に適しています。
はい、タイプ II 陽極酸化部品は屋外で使用できます。ただし、穏やかな環境で最高のパフォーマンスを発揮します。過酷な条件や腐食性の高い条件では、タイプ III 陽極酸化処理により長期にわたる優れた保護が提供されます。
タイプ II 陽極酸化処理は、多孔質酸化物層により幅広い鮮やかな色をサポートします。タイプ III 陽極酸化処理では、緻密な層により染料の吸収が少なくなるため、色の選択肢は限られており、通常はグレー、黒、またはダークブロンズになります。
陽極酸化処理によりアルミニウムの表面に厚みが増します。タイプ II では厚さが 5 ~ 25 μm 増加し、タイプ III では厚さが 25 ~ 100 μm 増加します。適切な公差を維持するために、設計段階では常にこの変更を考慮してください。
陽極酸化処理は環境に優しいと考えられています。このプロセスにより、毒性のない耐久性のある仕上げが得られ、廃棄物が最小限に抑えられます。 Welden は厳格な環境管理に従って、責任ある化学物質管理とエネルギー使用を保証します。
はい、Welden はカスタム陽極酸化サービスを提供しています。チームは、特定のプロジェクト要件に合わせて厚さ、色、仕上げを調整します。 Welden では、お客様のアプリケーションに最適なプロセスを選択するための専門家によるコンサルティングも提供しています。
このクイック ガイドを使用してください。
要件 | 推奨タイプ |
|---|---|
装飾仕上げ | タイプⅡ |
高い耐摩耗性 | タイプⅢ |
厳しい公差 | タイプⅡ |
過酷な環境 | タイプⅢ |
複雑なプロジェクトやハイスペックなプロジェクトについては、Welden にお問い合わせください。

